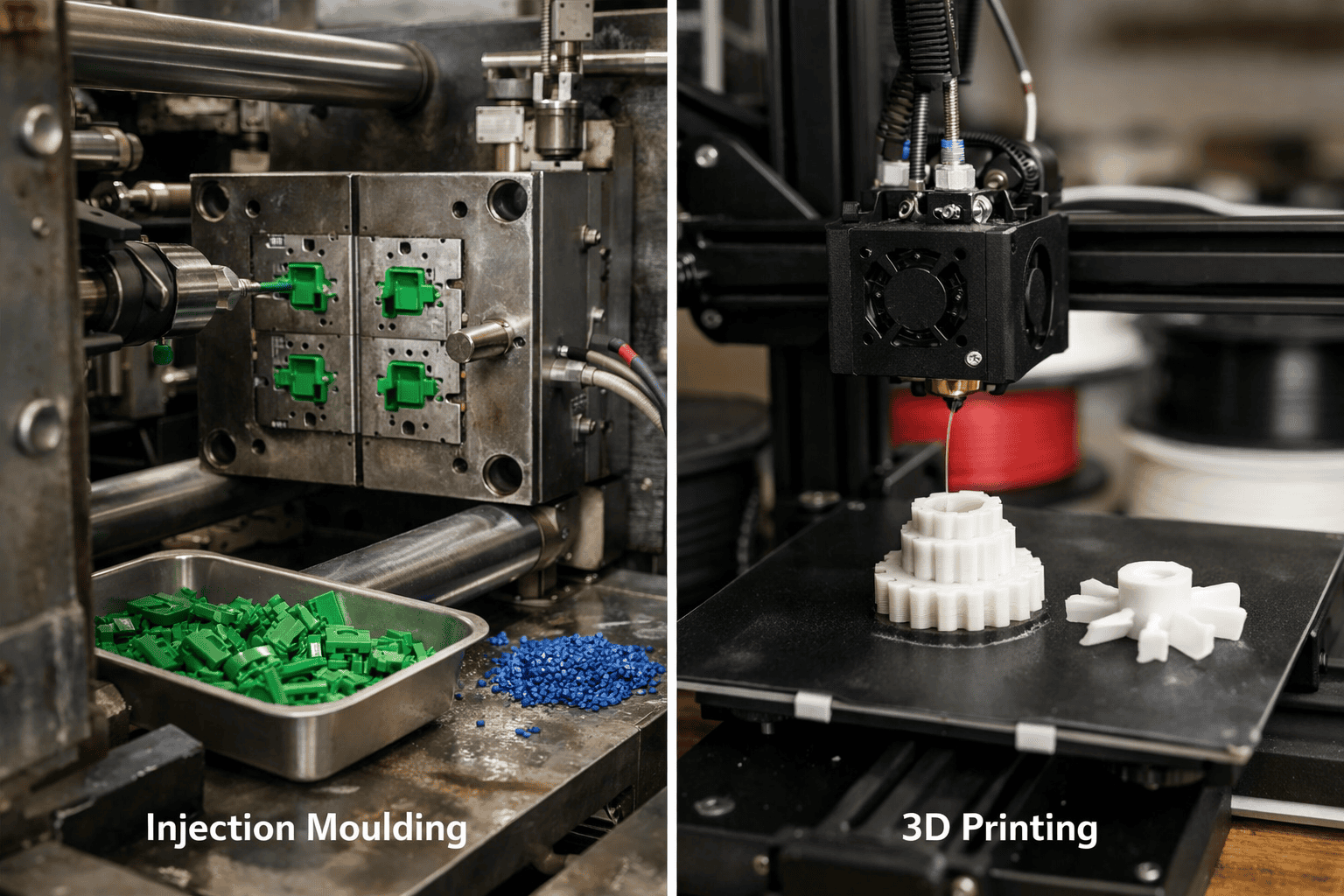
Choosing the right injection moulding partner depends on matching a supplier’s technical capabilities, quality systems, and capacity to your specific production requirements. The decision affects product quality, lead times, and unit costs across the full life of a programme. This article covers the key criteria to evaluate, including tooling expertise, material knowledge, compliance standards, and communication practices, so you can compare suppliers with confidence.
Key takeaways
- Confirm ISO 9001 certification before requesting a quote from any supplier.
- Machine tonnage range matters more than machine count when evaluating capacity.
- Ask for control plans, first article inspection reports, and SPC charts as standard.
- Request current machine loading figures and typical order-to-delivery lead times upfront.
- Ask partners to specify steel grade used and explain why it suits your volumes.
- Clarify mould tool ownership and amortisation schedules before signing commercial terms.
- Vague contract wording transfers risk onto the buyer rather than sharing it equitably.
What technical capabilities should your injection moulding partner have
Verify that any prospective injection moulding partner holds ISO 9001 certification before requesting a quote. This standard sets minimum requirements for quality management systems and signals that the supplier operates traceable, auditable processes rather than relying on informal checks.
Machine tonnage range matters more than machine count. A partner running presses from 50 to 1,000 tonnes can accommodate small precision components and large structural parts under one roof, reducing the supply chain risk that comes with splitting a product across two suppliers.
Ask specifically about in-house tooling. Partners who design and cut their own moulds can iterate faster, control tolerances more tightly, and respond to design changes without waiting on a third-party tool maker. That control over the tooling process often determines whether a project hits its launch date.
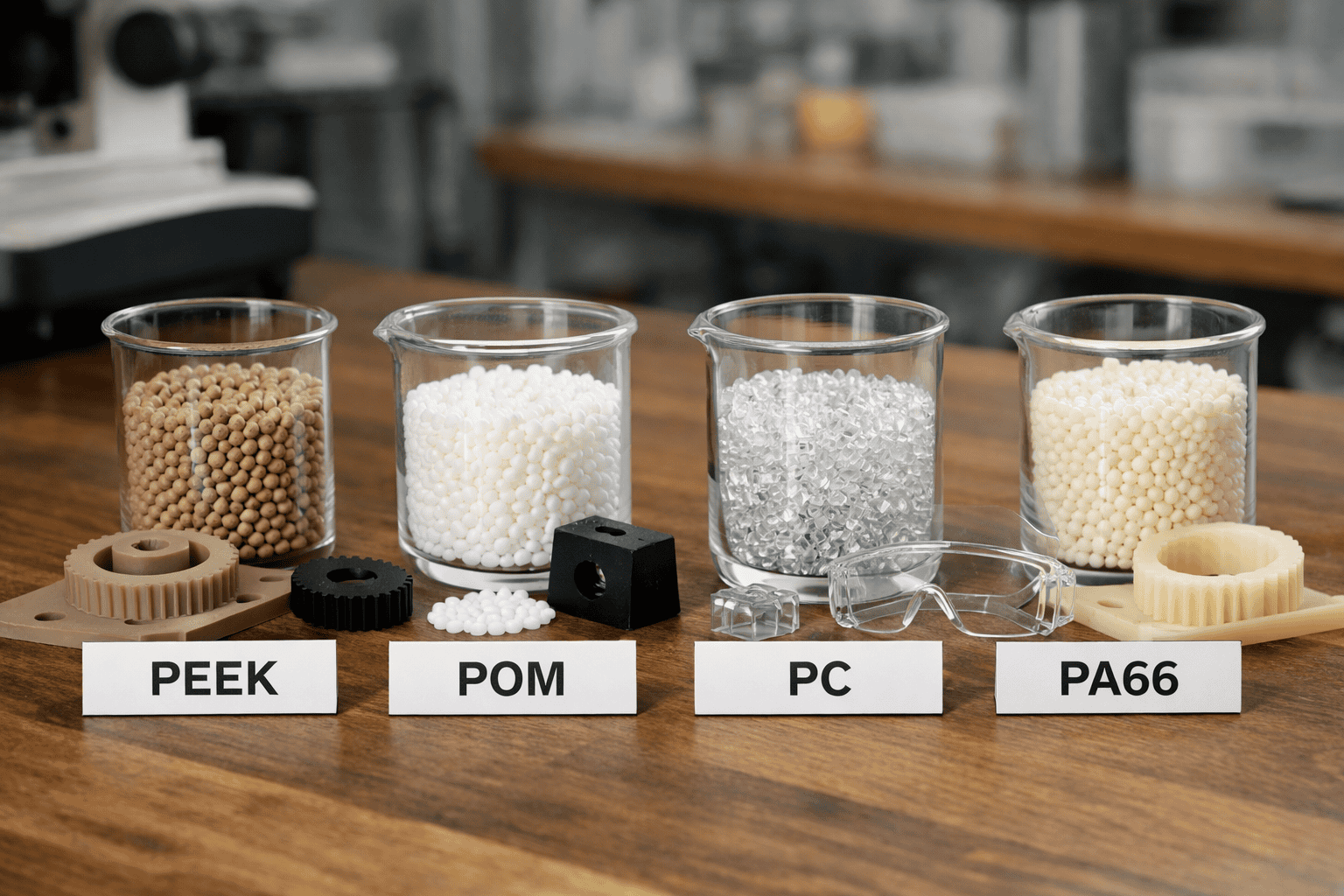
Material breadth is a further differentiator. A capable partner processes engineering-grade polymers such as PEEK, nylon, and glass-filled grades alongside commodity resins, giving you flexibility if a design revision demands stronger mechanical properties.
How to assess a manufacturer’s quality control processes
| What to ask for | Credible supplier signals | Warning signs |
|---|---|---|
| In-process controls | Explains where dimensions are checked, how frequently, and by whom; references control plans, first article inspection reports, and statistical process control charts as standard documents. | Only talks about final inspection; can’t describe checks at the press. |
| Material traceability | Shows each raw material batch with a certificate of conformance linked directly to production records for parts made from it. | Can’t show the chain quickly; gaps likely surface during a recall or regulatory audit. |
| Tooling maintenance | Provides documented mould cleaning/service schedule to support consistent shot weights and dimensional stability over long runs. | No maintenance records; inconsistent parts across long runs. |
| Non-conformance reports (last 12 months) | NCR log includes root cause, corrective action, and a verified close-out date. | Repeat failures against the same root cause; problems identified but not solved. |
Manufacturers that catch defects at the press rather than at final inspection consistently deliver lower scrap rates and faster lead times. Ask any prospective partner to walk you through their in-process controls: where dimensions are checked, how frequently, and by whom. A credible supplier will reference control plans, first article inspection reports, and statistical process control charts as standard documents.
Material traceability is a practical test of quality discipline. Each batch of raw material should carry a certificate of conformance from the compounder, linked directly to the production records for parts made from it. If a supplier cannot show this chain quickly, gaps will surface during a recall or regulatory audit.
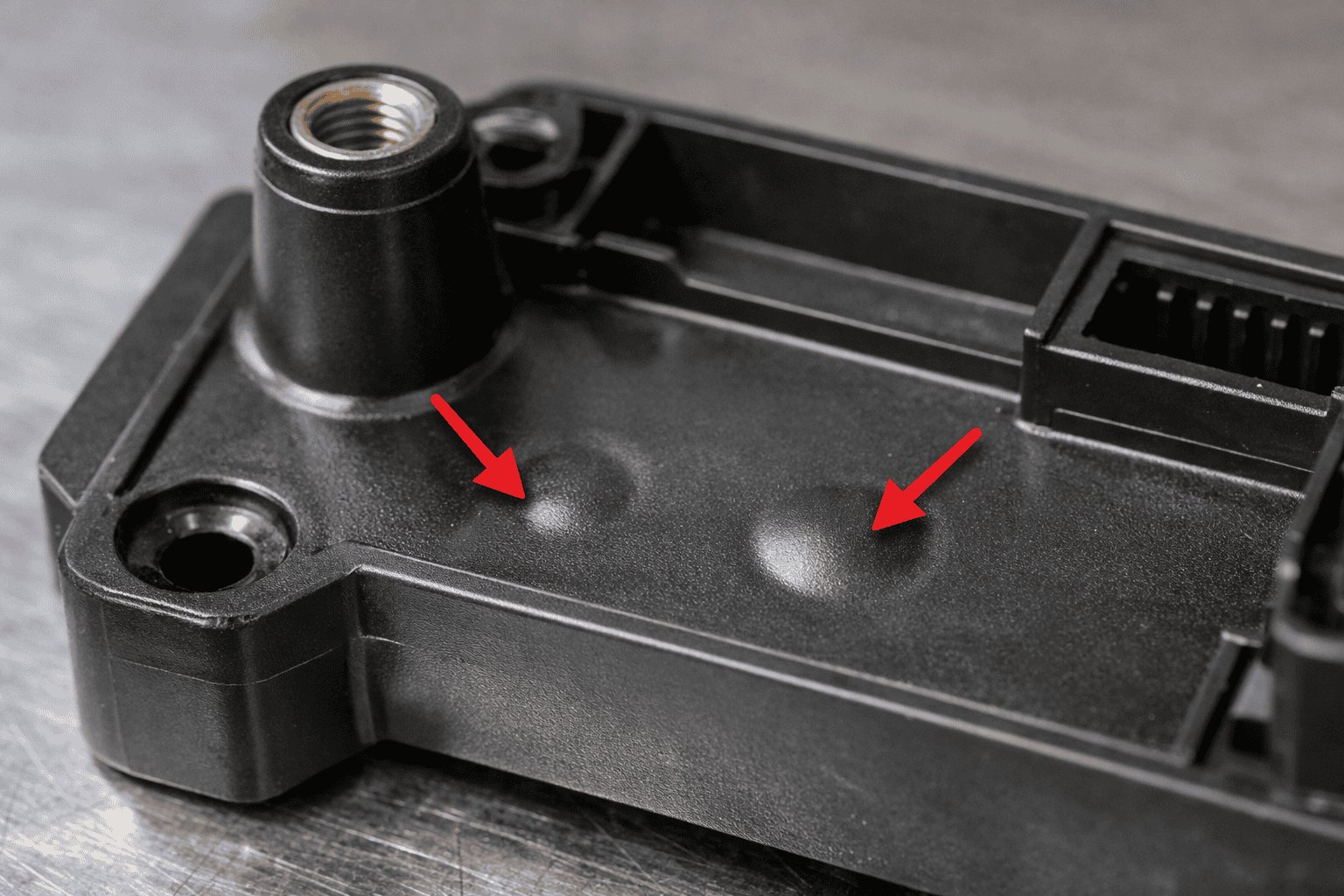
Tooling maintenance records are equally revealing. Moulds cleaned and serviced on a documented schedule produce consistent shot weights and dimensionally stable parts across long runs.
Request the supplier’s non-conformance report log from the past 12 months. NCRs themselves are not a warning sign; every manufacturer generates them. What matters is whether each report includes a root cause, a corrective action, and a verified close-out date. Repeat failures against the same root cause indicate a quality system that identifies problems without solving them.
Why production capacity and lead times matter when selecting a supplier
Committing to a supplier without verifying available capacity is a costly mistake. A manufacturer may produce high-quality parts but still miss your launch window if their presses are already running at full utilisation when your order arrives.
Ask prospective partners for their current machine loading figures and typical order-to-delivery lead time for a tool of your complexity. A credible supplier can provide both without hesitation. If lead times vary by season, ask how they manage that variation, whether through shift patterns, subcontracting, or reserved capacity for existing clients.
Tooling lead time and production lead time are separate figures. A new mould typically takes eight to fourteen weeks to manufacture and validate before production parts run. Factor both timelines into your project schedule to avoid compressing qualification stages under deadline pressure.
What to look for in tooling design and mould manufacturing expertise
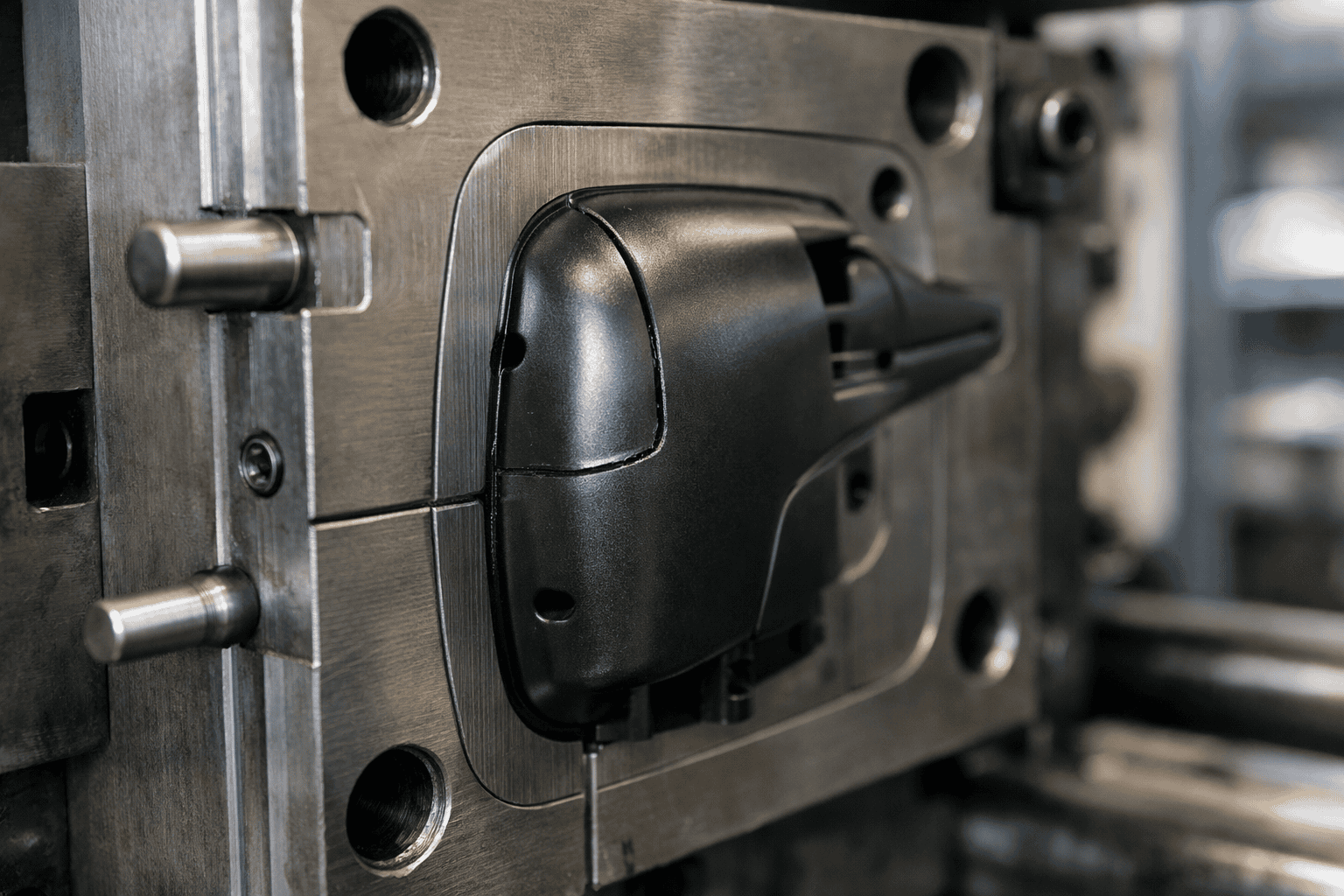
Mould tool longevity determines your total component cost more than almost any other factor. A tool engineered for one million cycles costs more upfront, but cheaper alternatives typically require rework or full replacement well before that threshold, erasing any initial saving.
Ask prospective partners to specify the steel grade they intend to use and explain why it suits your material and volumes. P20 pre-hardened steel suits moderate runs; H13 hardened steel handles abrasive or high-temperature materials at higher volumes. A supplier unable to justify that choice is unlikely to be engineering with your long-term cost in mind.
Check whether tooling is handled in-house or subcontracted. In-house toolrooms give the manufacturer direct control over tolerances, schedules, and engineering changes. Subcontracting adds a communication layer that extends lead times and obscures accountability. If your parts require tight geometric tolerances, confirm whether the supplier offers CNC Machining Services within the same facility, so cavity and core features are machined and validated without transferring work between sites.
Request documentation from previous tools: design for manufacture feedback, gate and cooling circuit drawings, and engineering change records. Suppliers with a mature tooling process produce this as standard. Its absence signals that process discipline is not embedded in their operation.
How commercial terms and communication standards affect long-term partnerships
Partnerships that start with unclear payment terms almost always generate disputes before the first production run is complete. Commercial terms set the rules for what happens when volumes change, tooling requires modification, or a batch falls outside specification. Vague wording transfers risk onto you rather than sharing it equitably.
Establish at the outset who owns the mould tool, what the amortisation schedule looks like, and under what conditions ownership transfers. Some manufacturers retain tool ownership until a minimum order volume is met; others invoice tooling separately and assign ownership immediately. Understanding injection moulding cost structures, including how tooling, materials, and run charges are separated, helps you judge whether a quote reflects genuine transparency or concealed margin.
Request a named point of contact with engineering authority rather than a general sales address. A supplier who responds within 24 hours during quoting but takes four days once orders are placed has revealed where your account sits in their priorities.
Price revision clauses deserve particular scrutiny. A contract granting unilateral pricing rights with minimal notice leaves your cost model exposed. Negotiate indexed adjustment clauses tied to a published benchmark; a partner confident in their efficiency will accept reasonable indexation without resistance.
Frequently Asked Questions
Which quality standards and certifications should an injection moulding partner hold for regulated products?
ISO 9001 is the baseline for quality management. Medical components require ISO 13485; automotive parts need IATF 16949. If your product contacts food or operates in cleanroom environments, confirm compliance with relevant FDA or EU regulatory frameworks specific to your sector.
How should you assess an injection moulding partner’s tooling capability, lead times, and capacity for scale-up?
Tooling ownership matters most. Confirm whether the partner owns or outsources their toolmaking, as in-house toolrooms give greater control over quality and lead times. Ask for typical tool build timescales, request references from comparable projects, and verify that their press capacity and shift patterns can absorb your projected volume growth without subcontracting.
What questions should you ask about material selection, traceability, and process control before choosing an injection moulding partner?
Ask your prospective partner which material grades they stock, how they document material traceability from batch receipt to finished part, and what process control systems they use to maintain consistency across production runs. Confirm whether they hold material certifications and how deviations are recorded and resolved. These answers reveal whether quality is built into their process or managed reactively.