Reducing scrap rates in injection moulding improves profitability, stabilises output, and cuts material waste. Industry surveys report typical scrap levels of 2–5% in well-controlled operations, while poorly optimised processes can exceed 10%, driving up resin and labour costs. Most defects trace back to a small set of causes: inconsistent melt temperature, incorrect packing pressure, and inadequate cooling time. This guide explains practical controls that lower reject rates without slowing cycle time.
Key takeaways
- Scrap falls fastest when you track defects by cavity, shift, and resin lot.
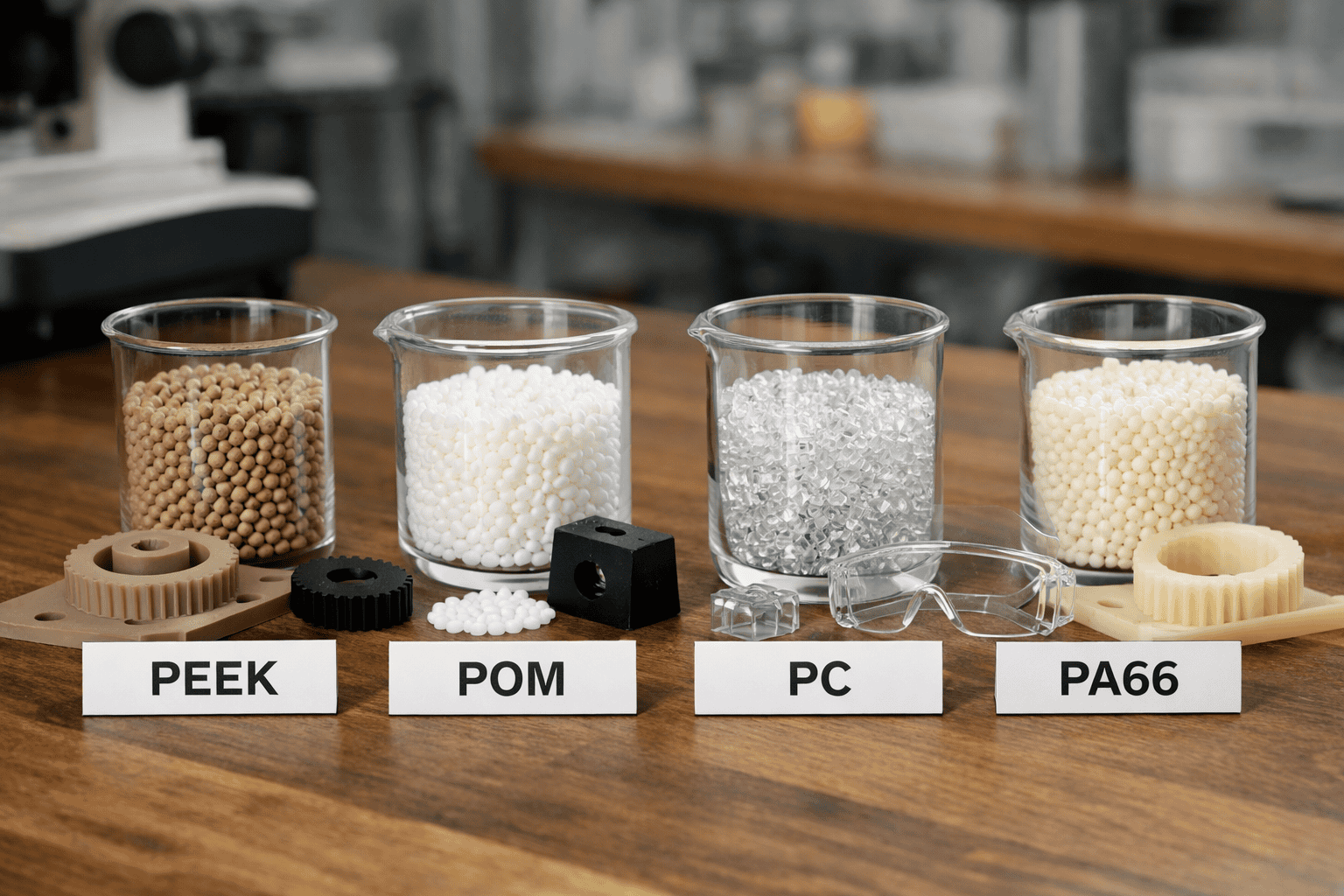
- Moisture control prevents splay and brittleness; dry hygroscopic resins to supplier limits.
- Stabilise melt temperature and back pressure to reduce short shots and burn marks.
- Optimise pack and hold pressure to cut sink marks and dimensional variation.
- Balance cooling time and mould temperature to prevent warpage and uneven shrinkage.
- Maintain vents, gates, and hot runners to avoid flash, burns, and contamination.
Scrap rate benchmarks and how to measure them in injection moulding
High-volume injection moulding plants often target 1–3% scrap on stable, well-characterised parts, while complex geometries and multi-material mouldings can run closer to 3–7% without tight process control. Treat these figures as benchmarks, not guarantees: a 2% scrap rate on a 1,000,000-part programme still produces 20,000 rejects, which quickly converts into material cost, machine time, and labour loss.
To measure scrap consistently, define a single numerator and denominator and keep them unchanged across shifts and tools. Most teams track scrap as a percentage of total shots or total parts produced, then segment by defect type (for example, short shot, flash, sink, burn). A practical cadence is to review scrap at hourly intervals for high-cavitation tools and at least per shift for lower-volume work, so corrective actions occur before a full batch drifts out of specification.
- Scrap rate (parts) = (Rejected parts ÷ Total parts produced) × 100
- Scrap rate (shots) = (Rejected shots ÷ Total shots) × 100 (useful for 1-part tools)
- Cost of scrap = Scrap mass (kg) × Resin price (£/kg) + disposal + rework time
Measurement quality depends on traceability. Capture the mould ID, cavity number, resin lot, and key setpoints (melt temperature, injection speed, pack/hold pressure, cooling time) for every scrap record. When operators log defects at the press and link them to process data, teams can separate random variation from assignable causes and prioritise the few drivers that create most losses.
For reporting, align definitions with recognised quality guidance such as the National Institute of Standards and Technology (NIST) measurement principles and sampling discipline from ISO 2859-1 (attribute sampling). Use a rolling 30-day baseline and flag any tool that worsens by 0.5 percentage points or more, since small shifts often indicate developing wear, venting issues, or resin moisture drift.

Root causes of injection moulding scrap: material, machine, mould, and process factors
A medical-device moulder running a 16-cavity polypropylene cap began seeing short shots and splay after switching to a new resin lot. Scrap rose from 2.1% to 6.4% over three shifts, even though the cycle time stayed at 9.8 seconds. The team traced the spike to two interacting causes: moisture pickup during handling and a barrel temperature profile that ran 12–15°C hotter than the material supplier’s processing window.
Material factors often trigger the first visible defects. Hygroscopic polymers such as nylon can exceed 0.20% moisture if drying control slips, which increases splay, brittleness, and dimensional variation. Regrind also changes melt viscosity; moving from 0% to 15% regrind can shift fill balance enough to create flash on one cavity and shorts on another, especially on thin-wall parts.
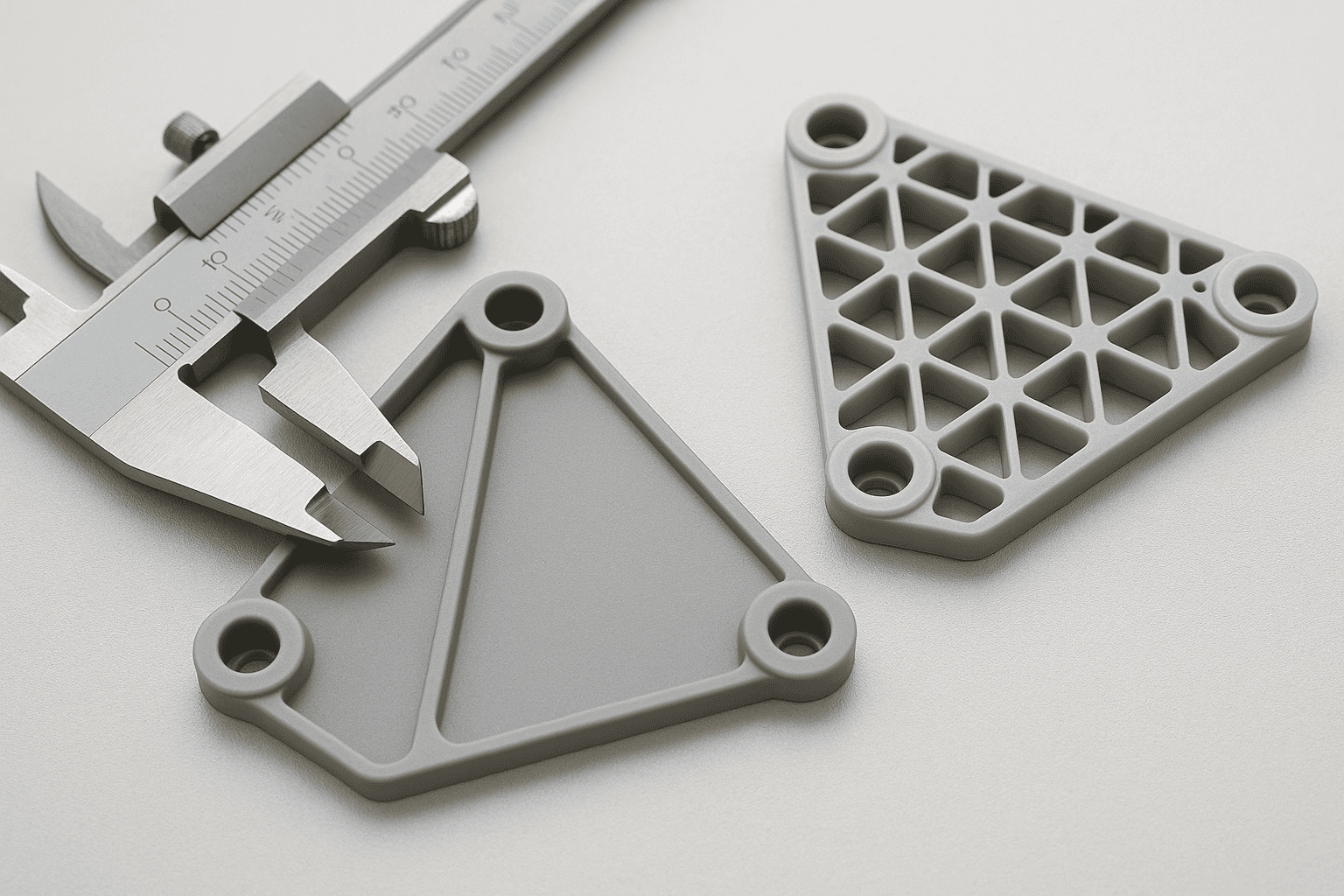
Machine factors then amplify variation. A worn non-return valve can increase cushion drift by 0.5–1.0 mm, which destabilises shot size and pack pressure. Mould factors frequently hide in plain sight: a partially blocked vent of 0.02–0.05 mm can trap gas and cause burn marks, while uneven cooling can pull one side out of tolerance by 0.10 mm.
Process settings tie these causes together. Excessive injection speed can shear the melt and create splay, while low hold pressure can leave sinks. When parts interface with downstream handling, tolerance stack-up matters; comparing cnc machined conveyor parts with moulded equivalents often highlights where tighter process windows and better venting reduce reject risk at scale.
Process controls that cut scrap: parameter windows, monitoring, and statistical process control (SPC)
Fixed setpoints drive repeatability, while parameter windows allow controlled variation around a validated centreline. Setpoints can drift into scrap when resin viscosity or ambient temperature changes. Windows flag risk earlier by defining acceptable bands for melt temperature, injection speed, pack pressure, and cushion.
Monitoring and SPC read signals differently. Monitoring triggers alarms when values cross limits; SPC uses control charts to detect smaller, systematic shifts. A 0.3 g rise in part weight across 30 shots can signal gate wear or a check-ring fault before short shots appear. NIST defines SPC as separating common-cause variation from special causes, so teams act on real change rather than noise.
| Control method | Primary signal | Best at preventing | Typical response time |
|---|---|---|---|
| Parameter windows | In-range/out-of-range | Gross defects from drift | Immediate (per shot) |
| Real-time monitoring | Alarms and trends | Sudden excursions | Seconds to minutes |
| SPC | Control limits (e.g., X̄-R) | Slow shifts and instability | Minutes to hours |
Plants cut scrap fastest by combining all three: validate windows during trials, monitor cavity pressure and part weight, then use SPC to tighten limits as Cp/Cpk improves. Moving from Cpk 1.0 to 1.33 typically reduces out-of-spec output from about 2,700 ppm to about 63 ppm under normal assumptions.
Corrective actions and continuous improvement: defect-specific fixes, maintenance, and operator training
Plants often see scrap plateau at 3–5% because teams treat defects as isolated events rather than repeatable failure modes. One defect type (for example, flash or burn marks) can drive over 60% of rejects for a single tool, while remaining defects scatter across shifts and operators.
Corrective action works best when it targets a defect mechanism, then locks the fix into maintenance and training. Use a defect-to-cause matrix that links each top defect to 1–2 controllable levers (for example, vent depth, non-return valve wear, dryer dew point, or clamp force). Validate the fix with a short capability check: aim for Cpk ≥ 1.33 on the critical dimension after the change.
Implement three controls. Schedule preventive maintenance by shots (for example, inspect vents and the parting line every 50,000–100,000 shots, and check screw and check-ring wear every 1–3 million shots). Standardise start-up with a one-page set-up sheet and a 10-part first-off inspection. Train operators to respond to alarms with a defined sequence and document competency annually. Track results weekly; a 1 percentage-point scrap reduction on a 1,000,000-part programme removes 10,000 rejects.
Frequently Asked Questions
What are the most common causes of scrap in injection moulding, and how can each be diagnosed?
Common scrap causes include short shots (low fill), flash (excess material), sink/voids, warpage, burns, and splay. Diagnose short shots via shot weight and cavity pressure trends; flash via clamp force, parting-line checks, and mould wear; sinks/voids via section cuts and pack/hold review; warpage via CMM flatness and cooling balance; burns via vent inspection and melt temperature; splay via moisture tests and dryer logs.
Which process parameters most strongly influence scrap rates, and what target ranges reduce defects?
Scrap rates respond most to melt temperature, injection speed, packing pressure/time, mould temperature, and cooling time. Typical targets: melt 200–260 °C (resin-specific), mould 20–80 °C, injection speed 30–80% of machine maximum, pack pressure 50–80% of peak injection pressure for 2–8 s, cooling 10–30 s. Keep cushion 2–6 mm.
How does resin moisture content affect scrap, and what drying times and temperatures are typically required?
Excess resin moisture causes splay, bubbles, silver streaks, poor strength, and dimensional drift, increasing scrap. Dry hygroscopic resins to the supplier specification: PET typically 160–180 °C for 4–6 hours; nylon (PA6/PA66) 80–90 °C for 4–8 hours; polycarbonate 120–130 °C for 3–5 hours. Target ≤0.02–0.10% moisture, resin-dependent.
What mould maintenance checks prevent flash, short shots, and burn marks from increasing scrap?
Prevent scrap by checking parting-line flatness and clamp force, cleaning vents to 0.02–0.05 mm depth, and inspecting gate/runner wear for burrs. Verify ejector pins return freely and seals do not leak. Confirm cooling channels flow within ±10% of target and remove scale. Replace worn check rings and nozzle tips to stop burn marks and short shots.
How can in-process monitoring and Statistical Process Control (SPC) reduce scrap rates in injection moulding?
In-process monitoring tracks melt temperature, cavity pressure and fill time each cycle, flagging drift before defects occur. SPC charts key dimensions and process parameters against control limits, separating normal variation from special causes. Plants that apply SPC typically cut defect rates by 20–50% and reduce rework by 10–30% by correcting issues within minutes, not hours.
What role do gate design, runner balance, and venting play in reducing scrap and rework?
Gate design controls shear and packing, reducing splay, burn marks, and sink. Balanced runners equalise flow length and pressure drop, cutting short shots and part-to-part weight variation; aim for <1–2% weight spread. Effective venting (typically 0.02–0.05 mm deep) releases trapped air, preventing burns, voids, and weld-line weakness, reducing rework.
How should a scrap reduction programme measure cost savings, including material loss, labour, and machine time?
Measure savings by comparing baseline and post-change costs per good part. Track: (1) material loss = scrap kg × resin price per kg; (2) labour = scrap-related minutes × labour rate per hour; (3) machine time = lost cycle minutes × machine rate per hour. Report weekly scrap %, cost per 1,000 good parts, and payback time.