Introduction
Warping after moulding occurs when a part cools and shrinks unevenly, which leaves residual stress locked into the polymer. Differences in wall thickness, gate location, and cooling channel layout often create temperature gradients that pull the part out of shape as it solidifies. Material choice also matters, since semi-crystalline plastics tend to shrink more than amorphous grades. Process settings such as melt temperature, packing pressure, and cooling time can either reduce or amplify distortion.
Uneven cooling and shrinkage gradients during moulding
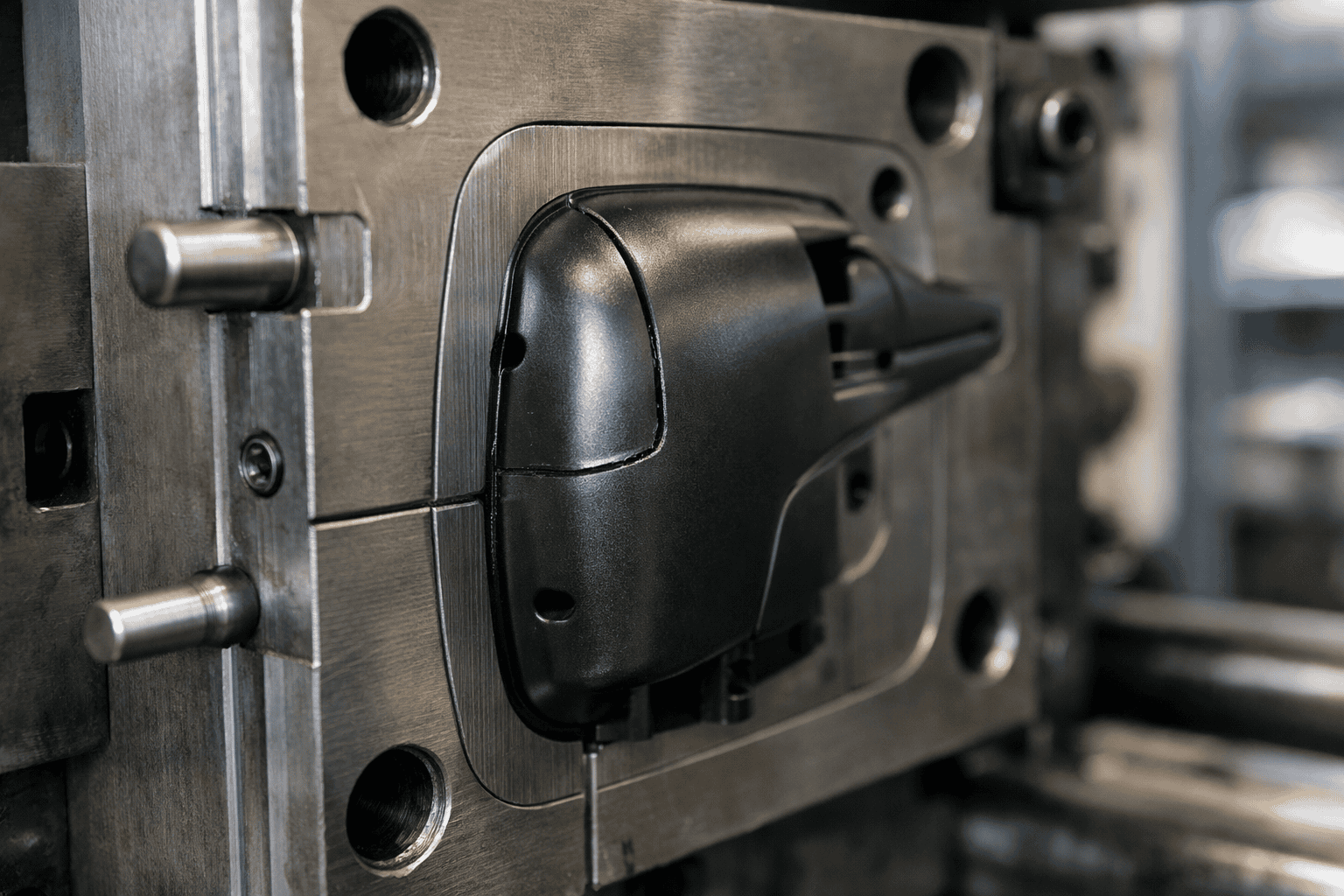
Uneven cooling creates shrinkage gradients, which bend a moulded part as the polymer solidifies. Areas near cooling channels, metal inserts, or thin ribs lose heat faster than thicker sections. That temperature difference changes the local shrink rate, so one region contracts while another still remains soft. As a result, the part locks in internal stress and then relaxes after ejection, which shows up as bowing, twisting, or edge lift.
Crystallisation can intensify the effect. Semi-crystalline polymers form ordered regions as they cool, and those regions increase volumetric shrinkage. When one side of a part reaches the crystallisation range earlier than the other side, the earlier side shrinks more and pulls the geometry off line. A longer cooling time does not always solve the issue if the mould removes heat unevenly, since the gradient can persist until the core and skin reach similar temperatures.
Engineers often confirm the root cause by comparing cavity-side and core-side temperatures and by checking whether warpage follows the cooling circuit pattern.
Residual stress from flow, packing pressure, and ejection
Even when cooling looks uniform, the moulding cycle can lock stress into a part through flow, packing, and ejection. Those stresses sit “frozen” in the polymer until the part warms, relaxes, or meets a load. When stress releases unevenly, the geometry shifts and warpage appears.
During filling, the melt shears as it moves through runners, gates, and thin sections. High shear aligns polymer chains and, in fibre-filled grades, orients fibres in the flow direction. That orientation creates directional shrinkage: the part contracts more across the orientation than along it. A strong skin layer forms against the mould wall early in the cycle, while the core stays hotter and less oriented. This skin–core difference sets up a stress gradient that can bend the part after ejection.
Packing pressure can reduce sink marks, yet excessive or poorly balanced packing can increase residual stress. If the gate freezes early, the cavity can no longer receive material, so the core shrinks away from the skin as it cools. Conversely, if packing continues too long or too high, the process can over-pack regions near the gate. That local density increase raises stress and can pull the part out of shape as it relaxes. A stable pressure profile and correct gate freeze time help limit this effect.
Ejection adds another stress source. Pins, sleeves, and stripper plates apply local force while the polymer still holds heat. If the part sticks due to high gloss surfaces, insufficient draft, or vacuum, ejection can stretch one side more than the other. That mechanical strain then relaxes as warpage. Guidance from PLASTICS highlights the value of adequate draft, controlled mould release, and consistent ejection timing to reduce distortion.
- Reduce shear peaks by reviewing gate size, runner balance, and fill speed.
- Set packing pressure and time to match gate freeze, not to “force” flatness.
- Improve ejection symmetry with balanced pin layout and sufficient draft angles.
Material and design factors that increase warpage risk
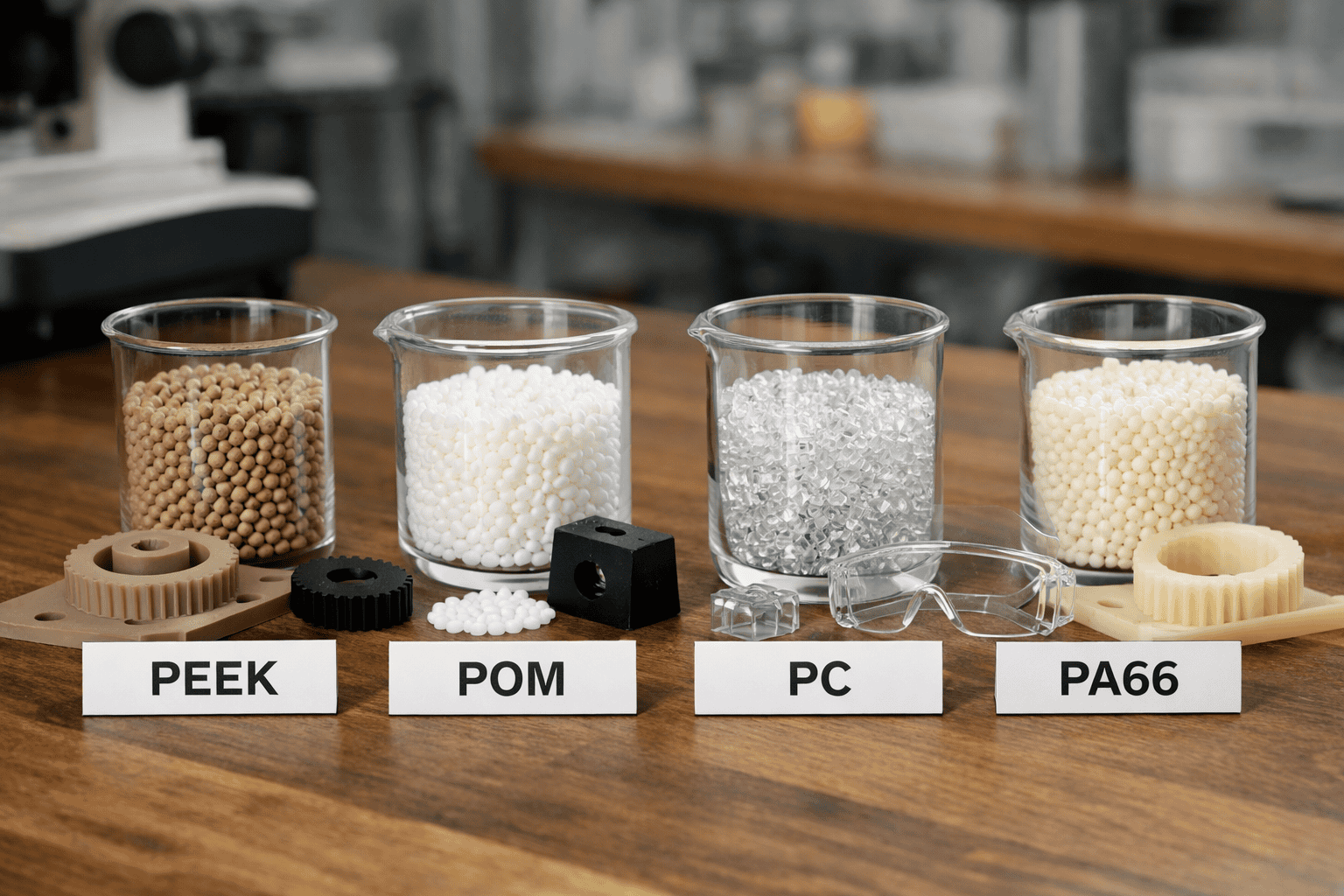
Material selection and part design often set the baseline risk for warpage before any process tuning begins. Semi-crystalline polymers such as polypropylene and nylon show higher mould shrinkage and stronger directionality than amorphous plastics, so thin-to-thick transitions can distort more easily. Fibre-filled grades can reduce shrinkage, yet fibre orientation can create anisotropy, meaning the part shrinks differently along and across flow.
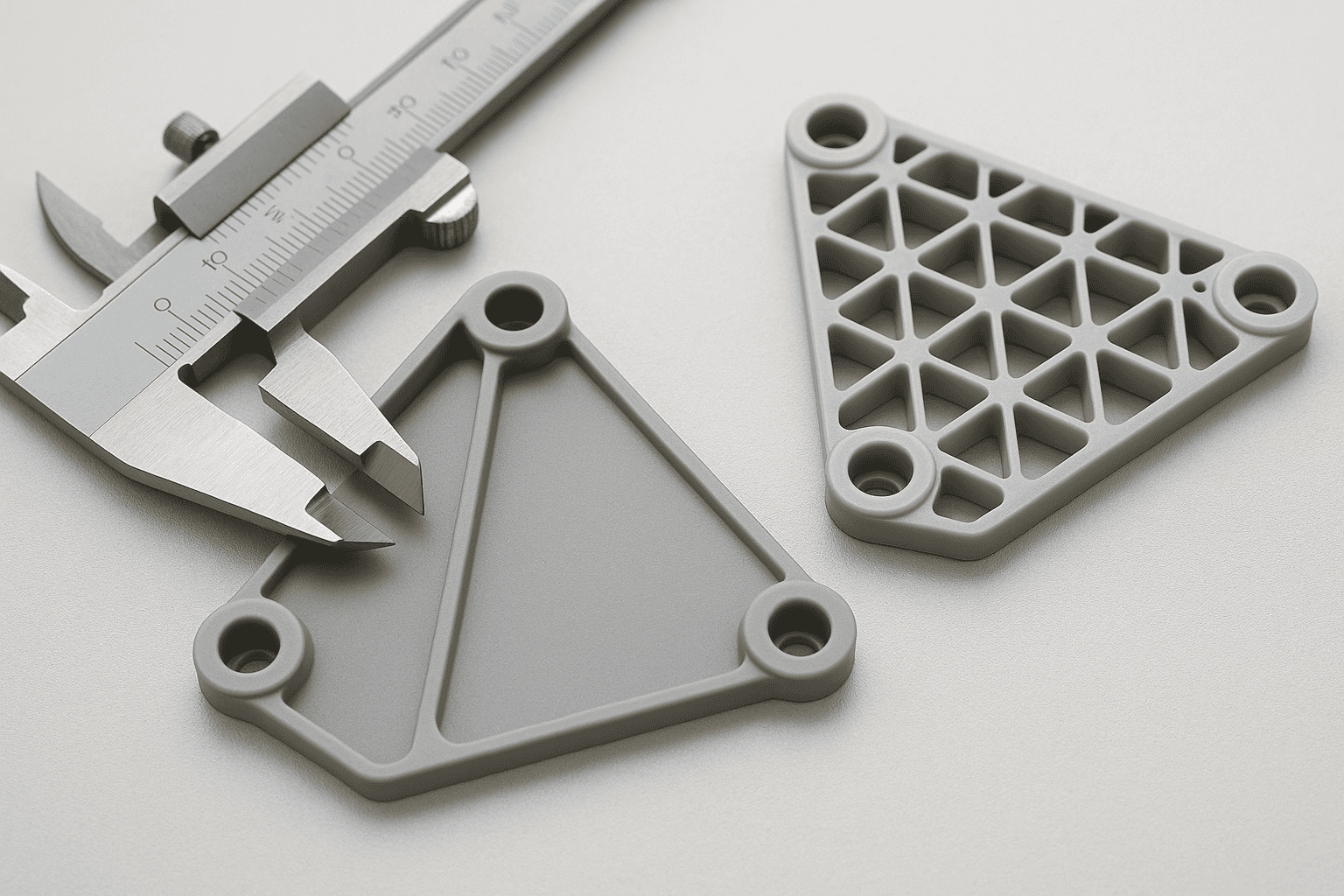
Geometry can amplify these effects. Long, flat panels tend to bow because small shrink differences generate large deflection. Sharp corners and abrupt section changes concentrate stress, while deep ribs and bosses can act as “heat sinks” that cool at a different rate from adjacent walls. Gate choice also matters: a single end gate can drive one-way flow and orientation, whereas balanced gating can reduce directional pull.
FAQ
Q: Why does a part look fine in the mould but warp later?
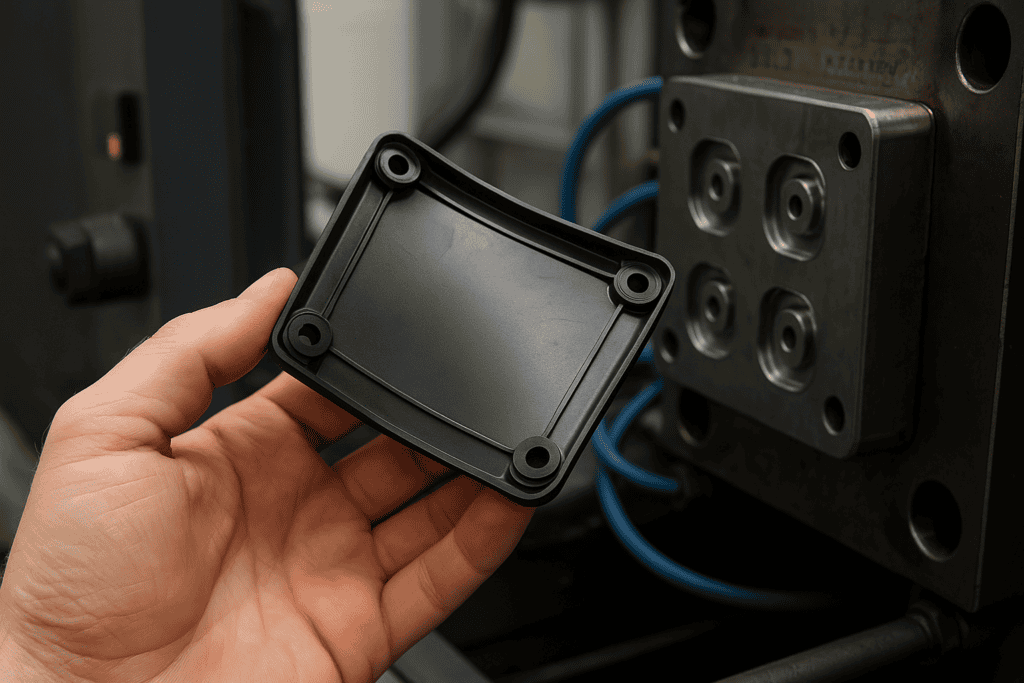
A part can leave the tool within tolerance, then change shape as internal stress relaxes. That shift often appears after the part reaches room temperature, after machining, or during assembly. Conditioning time and storage temperature can influence when the distortion becomes visible.
Q: Can warpage happen even when dimensions meet specification?
Yes. A part can pass key dimensions while still showing bow, twist, or dish. Flatness and profile tolerances often reveal issues that simple calliper checks miss. A controlled inspection plan helps separate cosmetic distortion from functional risk.
Q: Which plastics tend to warp more?
Semi-crystalline polymers often show higher and more directional shrinkage than amorphous grades. Fibre-filled materials can reduce shrinkage, yet orientation can make shrinkage uneven across directions. Material data sheets from suppliers and guidance from PLASTICS can support selection.
Q: How can a team confirm the root cause?
A structured trial usually works best: hold one variable constant, then change one setting at a time. Warpage maps, part temperature checks, and cavity pressure traces can show whether the issue links to cooling balance, packing, or stress release.
Conclusion
Warpage after moulding usually traces back to uneven shrinkage and stress release, shaped by cooling balance, flow history, and the interaction between material behaviour and part geometry. Effective control starts with consistency: keep wall thickness as uniform as practical, support predictable flow with sensible gate placement, and maintain stable mould temperature and packing conditions. Material choice also sets expectations, since shrinkage and directionality vary by polymer family and reinforcement. When distortion persists, confirm root causes with measured temperature data, shrink studies.