Introduction
Injection moulding costs in the UK vary widely because each project combines tooling, materials, machine time, and quality requirements in different ways. A simple plastic part made in high volumes can achieve a low unit price, while a complex component with tight tolerances can raise both tooling and production costs. Location, lead times, and compliance needs also affect budgets, especially for regulated sectors. This section explains the main cost drivers and typical price ranges, so you can estimate spend with greater confidence and ask suppliers the right questions before requesting quotations.
UK injection moulding cost components: tooling, materials, machine time, and labour
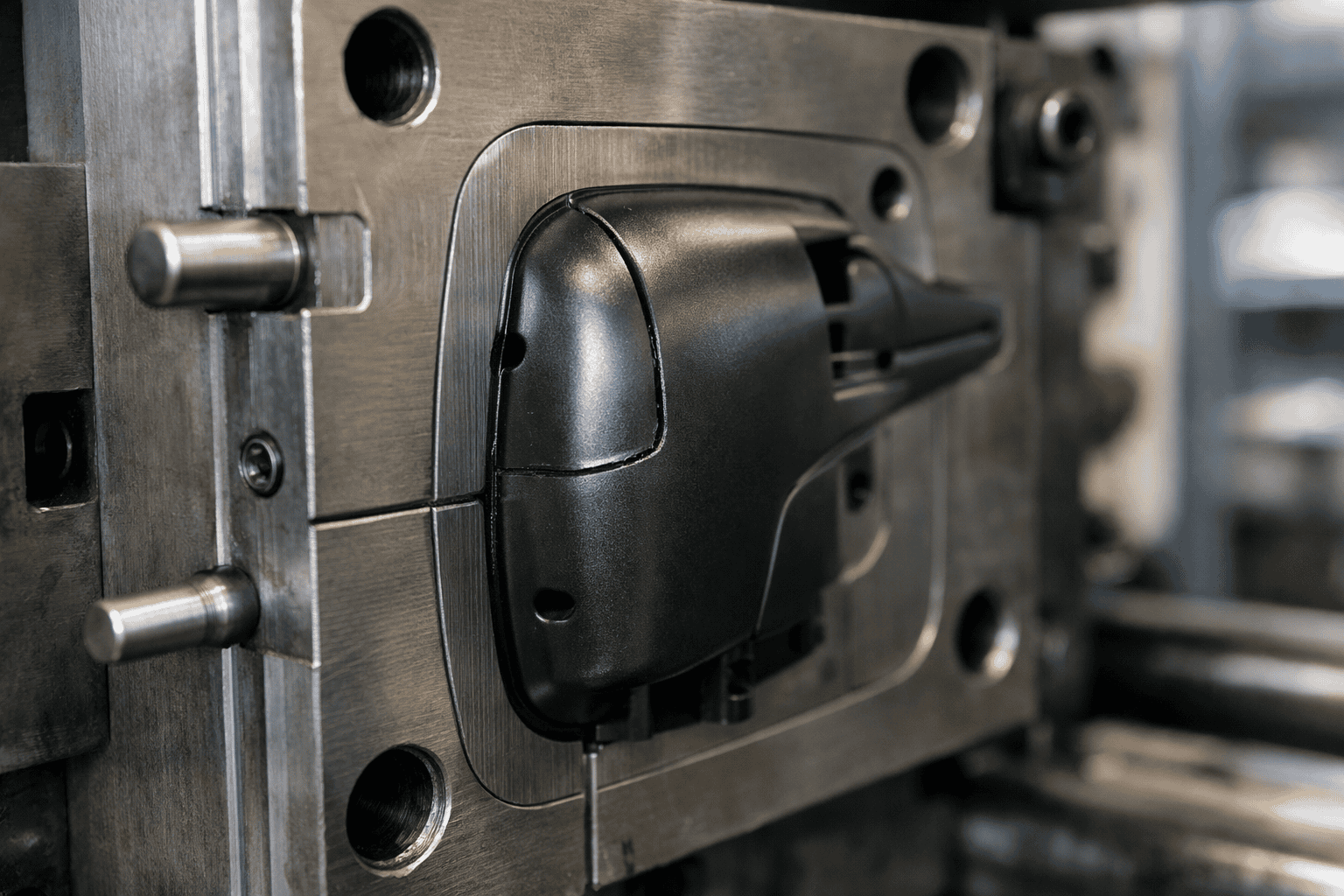
UK injection moulding costs usually fall into four connected components: tooling, materials, machine time, and labour. Tooling covers the mould design, machining, and validation. A single-cavity mould often costs less than a multi-cavity tool, yet higher cavity counts can reduce unit cost at scale. Features such as side actions, inserts, and polished surfaces also raise tool complexity and price.
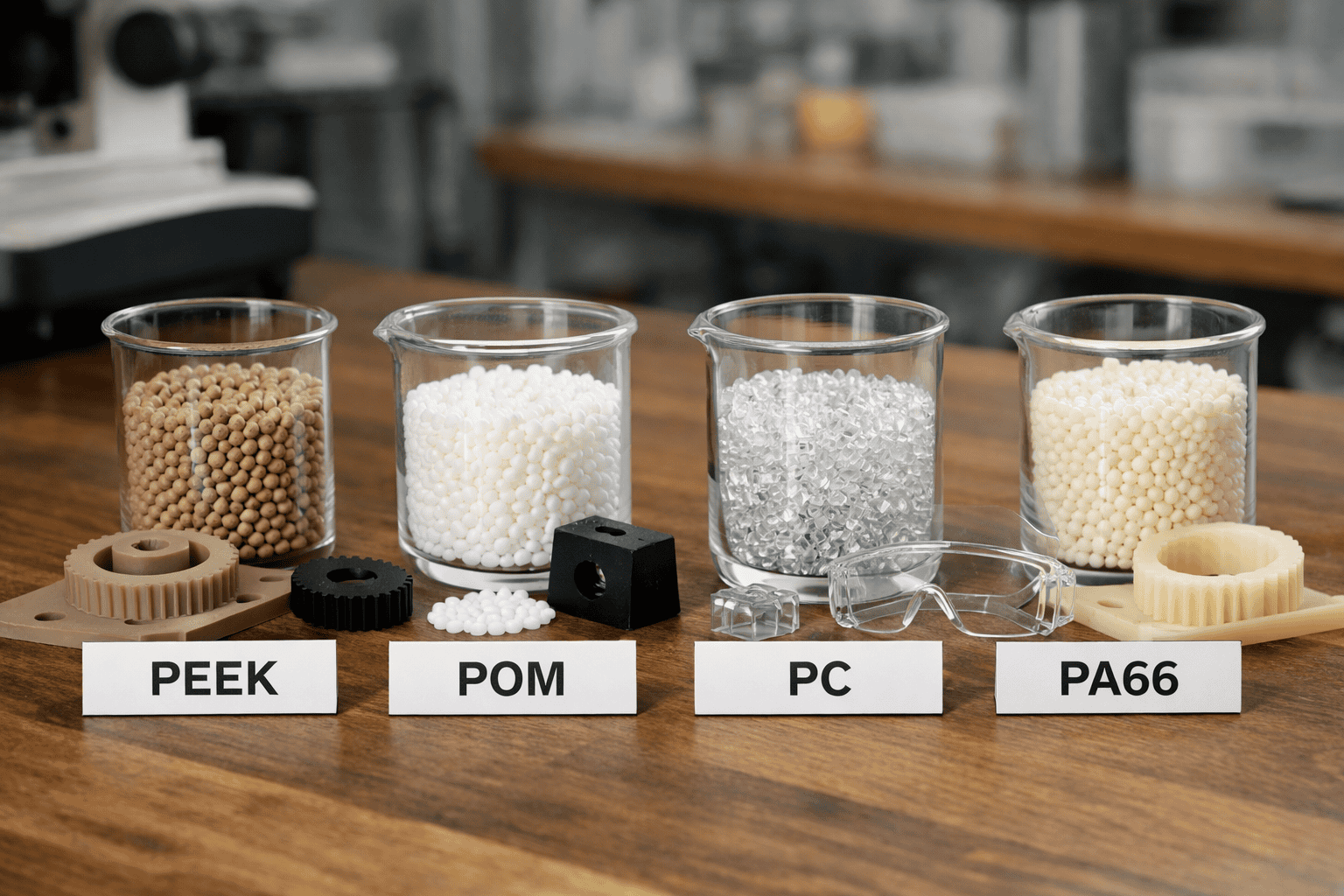
Material cost depends on polymer type, grade, and any additives. Commodity plastics such as polypropylene often cost less than engineering polymers, while flame-retardant or glass-filled grades can increase both resin price and wear on the mould. Scrap rate and regrind policy also influence the effective material cost per part.
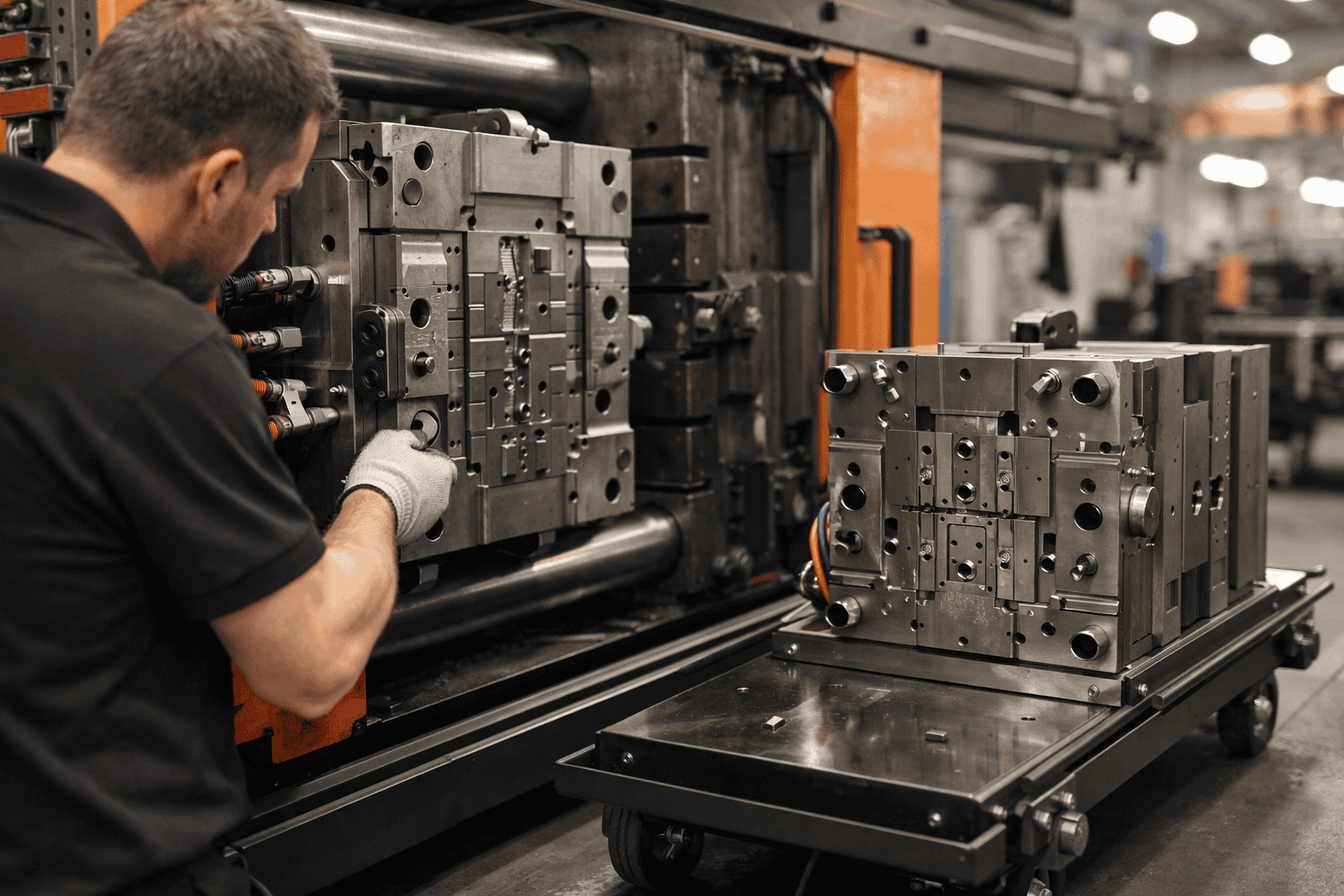
Machine time reflects cycle time, press size, and process stability. Short cycles and well-balanced cooling reduce cost, while thick walls, tight tolerances, or frequent colour changes extend time on the press. Labour includes set-up, tool changes, in-process checks, packing, and supervision. Quality requirements can increase inspection time, especially when parts need documented traceability. For project-specific guidance, Injection Moulders can explain how these elements combine into a UK quotation.
Typical price ranges in the UK: prototypes, low-volume runs, and mass production
UK injection moulding prices tend to follow a clear pattern: prototypes carry a high unit cost, low-volume runs balance tooling and unit price, while mass production drives the lowest unit cost once the mould cost spreads across many parts. The ranges below serve as practical benchmarks. Actual quotes depend on part size, resin choice, tolerances, cosmetic finish, and any regulated compliance. Lead time, tool steel grade, and the number of cavities also influence both tooling cost and unit price.
- Prototype tooling and samples: around £1,500 to £15,000+ for tooling, with sample parts often priced separately. Expect higher unit prices because short runs do not amortise the tool cost.
- Low-volume production (hundreds to a few thousand parts): tooling often sits around £5,000 to £30,000+. Unit prices commonly fall in the £1 to £10+ range, depending on cycle time, material, and inspection needs.
- Mass production (tens of thousands to millions): tooling frequently reaches £20,000 to £150,000+ for robust multi-cavity tools. Unit prices can drop to £0.05 to £1.00+ when cycle times stay short and scrap rates remain low.
For context, a small, simple polypropylene component can reach the lower end of mass-production unit costs, while a glass-filled engineering polymer part with tight tolerances can sit at the higher end even at scale. Projects that require validated processes, traceability, or documented quality plans also tend to increase per-part costs. Secondary operations such as inserts, printing, or assembly can also raise the piece price.
When comparing quotes, request a split between tooling and piece price, plus assumptions on annual volume, expected scrap, and packaging. Ask whether the quote includes tool maintenance, sampling, and dimensional reports. If a supplier references material standards, check the relevant resin data and compliance notes via the British Plastics Federation (BPF) for UK plastics guidance and terminology.
Key cost drivers: part design, mould complexity, tolerances, and quality requirements
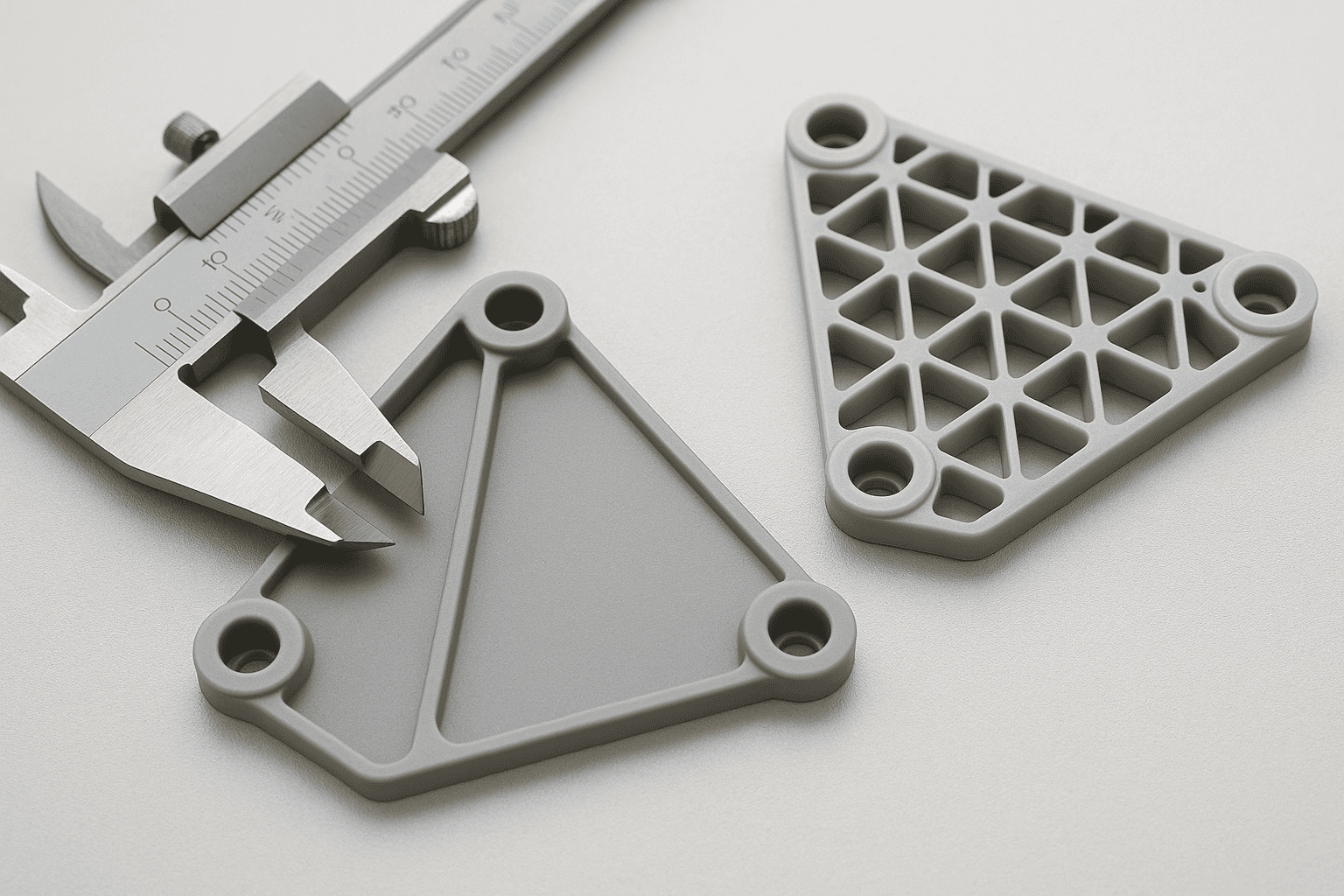
Part design sets the baseline cost because geometry controls cycle time, scrap rate, and the type of tooling required. Thick sections cool slowly and extend machine time, while sudden changes in wall thickness can cause sink marks or warping that trigger rework. Ribs, bosses, and snap-fits can reduce material use, yet those features still need careful draft angles (taper on vertical walls) so parts release cleanly. Undercuts often force side actions or lifters, which add moving components to the mould and raise both build cost and maintenance risk.
Mould complexity also drives price through cavity count, steel grade, and the number of precision features. A multi-cavity tool costs more upfront, although it can reduce unit cost when demand stays high and stable. Hot runner systems (heated manifolds that reduce waste) can cut material loss and improve consistency, but they increase tool cost and require skilled set-up. Cooling design matters as much as machining quality, since efficient cooling shortens cycles and stabilises dimensions.
Tolerances and quality requirements influence both tooling and production controls. Tight tolerances may need higher-grade machining, better temperature control, and more frequent inspection. When a drawing calls for critical dimensions, a supplier may use coordinate measuring machines and documented inspection plans, which adds labour and equipment time. For regulated products, compliance can add validation work, traceability, and testing. Guidance from the British Standards Institution (BSI) often shapes documentation expectations, even when a project does not require formal certification.
Surface finish and cosmetic standards can also raise costs. High-gloss polishing, textured surfaces, or colour-critical parts may require premium tool finishing and tighter process windows. If a component must meet specific appearance criteria, expect more sampling, higher rejection rates during set-up, and stricter packaging to prevent scuffs.
Cost reduction strategies: design for manufacture, material selection, and supplier quoting
Cost control in UK injection moulding starts before any steel is cut. A manufacturer can often reduce both tooling spend and unit price by aligning part design, resin choice, and the way suppliers quote. Early collaboration with the moulder and toolmaker helps to avoid late changes, which usually trigger rework, delays, and extra validation.
Design for manufacture (DFM)
DFM means shaping the part so the mould can produce it reliably, at speed, and with low scrap. A short DFM review often pays for itself because it removes features that force complex tooling or slow cycles.
- Keep wall thickness consistent to reduce cooling time and distortion, which lowers cycle time and rejects.
- Use adequate draft on vertical faces so parts eject cleanly, reducing wear and stoppages.
- Avoid undercuts where possible; side actions and lifters raise tool cost and maintenance.
- Choose practical tolerances; tight tolerances can require slower cycles, extra inspection, or secondary operations.
Material selection
Resin choice affects price per kilogram, moulding temperature, cycle time, and scrap risk. A lower-cost polymer can still increase total cost if it needs longer cooling, produces higher reject rates, or fails performance requirements. When compliance applies, confirm the exact grade and documentation needs early. For example, medical and food-contact projects may require traceability and declarations aligned with guidance from the Food Standards Agency or relevant sector standards.
Supplier quoting and commercial levers
Comparable quotes require consistent inputs. Provide a stable CAD model, expected annual volumes, target cosmetic finish, and inspection plan. Ask suppliers to separate tooling, piece price, and any non-recurring engineering charges. A clear quote should state cavity count, tool steel, expected cycle time, and assumptions on scrap and packaging. Where volumes justify it, request options such as a family tool, multi-cavity tool, or staged tooling that starts with a lower-cost approach and upgrades later.
FAQ
How can I estimate injection moulding cost before requesting quotes? Share a 3D CAD file, target annual volume, material preference, and key tolerances. Include any cosmetic requirements and post-mould operations, such as inserts or assembly, so the supplier can price tooling and unit cost accurately.
Why do prototype parts cost more per unit? Low quantities spread the mould cost across fewer parts, while set-up and validation still take time. Some projects use aluminium tools or bridge tooling to reduce early spend.
What information should appear on a UK quote? Ask for tooling price, unit price at stated volumes, lead time, assumptions on material grade, and any inspection or compliance costs. For regulated products, confirm expectations against BSI standards where relevant.