Engineering plastics are high-performance polymers chosen for strength, heat resistance, wear, and chemical stability beyond commodity resins such as PP and PE. They suit parts that face higher loads, tighter tolerances, or harsher environments where standard plastics can creep, crack, or deform.
This guide explains where PEEK, POM, PC, and PA66 fit, and how their properties affect real design choices. It covers typical temperature limits, friction and fatigue behaviour, moisture effects, electrical performance, and common plastic machining and Injection moulding considerations. It also outlines when a lower-cost resin remains the better choice.
Key takeaways
- Use PEEK for high heat, chemicals, and load where commodity plastics creep.
- Choose POM for low-friction gears and sliding parts needing tight, stable dimensions.
- Specify PC when impact strength and clarity matter, but avoid harsh solvent exposure.
- Use PA66 for strong, wear-resistant parts; manage moisture uptake in tolerances.
- Switch from commodity resins when temperature, chemicals, or stress cause warping or cracking.
- Match resin choice to service conditions first, then confirm processability and cost.
Where engineering plastics beat commodity resins: load, heat, wear, chemicals and compliance
Start by writing down the peak temperature, continuous load, contact type (sliding or static), and chemical exposure for the part. Those four inputs set the failure mode, and commodity resins often fall short once heat softens the polymer, creep builds under load, or friction drives wear.
Engineering plastics keep stiffness and dimensions for longer because their molecular structure resists softening and deformation, and many grades add reinforcement or internal lubricants. That is why PA66 and POM suit gears and housings, PC suits impact-prone guards, and high-performance polymers such as PEEK hold properties where common plastics lose strength. Chemical resistance also shifts the choice: oils, fuels, cleaning agents, and hydrolysis can attack some polymers quickly, even when strength looks adequate on a datasheet.
Use engineering plastics when tolerance stack-up, service life, or safety depends on predictable behaviour. Confirm compliance early for food contact, medical, or electrical parts by checking supplier declarations against EU 10/2011, FDA FCN, or UL listings, then lock the exact grade and conditioning state in the drawing.
Material-by-material guide: PEEK vs POM vs PC vs PA66 (strengths, limits and typical grades)
A well-chosen engineering plastic holds tolerances longer under heat and load, cutting rework and early part changes. Match the resin to the main failure mode: high heat and chemicals point to PEEK; low-friction sliding to POM; impact and transparency to PC; stiffness and wear in dry, hot housings often suit PA66.
| Material | Key Strengths | Key Limits | Typical Applications |
|---|---|---|---|
| PEEK | High-temperature strength, chemical resistance, retains properties under load | High cost, specialist processing | Aerospace, medical, oil-and-gas parts |
| POM (Acetal) | Low friction, clean machining, low moisture uptake, dimensional stability | Limited chemical resistance vs PEEK | Gears, bearings, valve parts |
| PC (Polycarbonate) | High impact strength, optical clarity | Solvent attack, stress cracking in chemical duty | Impact-prone guards, transparent housings |
| PA66 (Nylon 66) | Strength, wear resistance, stiffness (glass-filled) | Moisture uptake shifts dimensions | Dry, hot housings, gears, structural parts |
PEEK (unfilled, glass-filled, or carbon-fibre-filled) keeps strength at elevated temperatures and resists aggressive fluids, suiting aerospace, medical and oil-and-gas parts. POM (acetal, often copolymer) machines cleanly and runs well against metals, fitting gears, bearings and valve parts where low moisture uptake aids stability. PC (polycarbonate) gives high impact strength and clarity, but solvent attack and stress cracking limit chemical-duty use. PA66 (nylon 66) offers strength and wear resistance, yet moisture uptake can shift dimensions; glass-filled grades raise stiffness.
Commodity resins work when loads, heat and wear stay modest: PP and PE for chemical tanks and ducts, ABS for housings, and PS for low-stress parts where cost dominates.
Selection checklist: temperature, friction, creep, chemical exposure, UV and dimensional stability
Most material mistakes happen when teams pick a resin from a datasheet at room temperature, then ignore the combined effects of heat, load and environment in service.
Run the selection as a failure-mode check: confirm the highest sustained temperature first, then assess frictional heating at contact points, then check long-term creep under the real clamp or bending load. Heat accelerates chain mobility, creep grows with time under stress, and sliding contact can raise the local surface temperature well above ambient.
Next, screen the environment. Chemicals drive swelling, stress cracking or hydrolysis (a key risk for polyamides in hot, wet duty), while UV and weathering can embrittle exposed parts unless the grade includes stabilisers or a protective pigment. Dimensional stability depends on moisture uptake, filler content and moulding stress; glass or carbon reinforcement can improve stiffness but may increase anisotropy and warp risk.
When these checks align with the dominant failure mode, the resin choice becomes predictable and tolerances stay stable for longer.
Design and processing notes: tolerances, moisture uptake, moulding windows, machining and joining
Dimensional stability depends as much on processing and conditioning as on the resin grade.
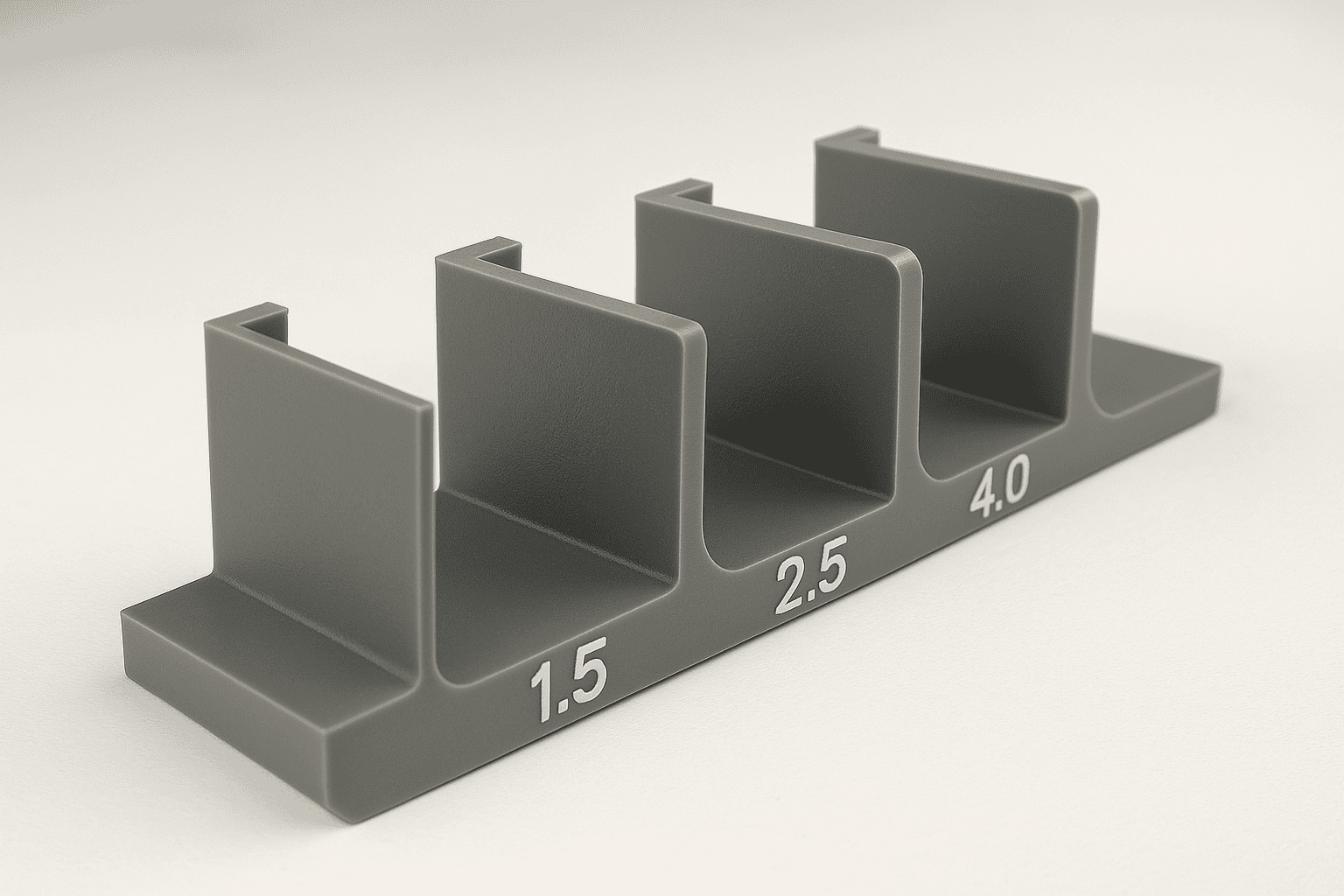
Lock down tolerances by stating the measurement and assembly state: as-moulded, post-machined, or conditioned. For PA66, define moisture conditioning (time, temperature, humidity) before final inspection, since water uptake changes size and stiffness. For POM and PEEK, control shrinkage: keep wall thickness even, gate into thicker sections, and keep melt and mould temperatures within the supplier window to cut warpage. Confirm the injection moulding window and drying requirements in the resin maker’s technical data and processing guide.
Plan secondary operations early. Machine PEEK and POM with sharp tools and controlled feeds to limit heat build-up; stress-relieve where tight flatness matters. Join PC and PA66 with compatible solvent or vibration/ultrasonic welding after checking chemical resistance and moisture state; use mechanical fasteners with metal inserts where creep could relax clamp load.
Most failures come from skipped drying, measuring PA66 before it equilibrates, or setting tolerances without a realistic moulding capability study.
Cost, availability and substitution: when to specify engineering plastics and when to stay with PP, PE, ABS or PVC
Get the cost and availability call right and you avoid late redesigns, long lead times, and over-spec parts that never repay their material premium.
Specify an engineering plastic when the part fails on heat-softening, creep under sustained load, wear at contact points, or chemical attack that PP, PE, ABS, or PVC cannot tolerate. Once temperature and stress push a commodity resin past its usable window, stiffness drops and deformation accelerates, even if datasheet numbers look acceptable.
- Maintain stiffness and dimensions under sustained heat and load
- Resist wear in sliding contact applications such as gears and bearings
- Offer chemical resistance to oils, fuels and aggressive cleaning agents
- Provide predictable behaviour for tight tolerance stack-ups
- Suit compliance-critical uses: food contact (EU 10/2011), medical (FDA FCN) and electrical (UL listings)
- Glass and carbon-filled grades extend stiffness and service life further
- Lower cost and wider availability suit budget-driven projects
- Adequate when loads, heat and wear remain modest
- PP and PE suit chemical tanks and ducts where aggressive chemistry matters more than structural load
- ABS works well for housings where impact and finish matter over temperature
- PS is viable for low-stress parts where cost dominates all other requirements
- Risk of premature failure if specified where engineering plastics are genuinely needed
Stay with commodity resins when geometry, wall thickness, ribs, and assembly loads can be adjusted to keep stress low and temperature modest. PP and PE suit high-volume, chemically tolerant parts where stiffness is not critical; ABS suits housings needing impact resistance and good finish; PVC suits rigid, flame-retardant profiles and pipework where processing and compliance are well understood.
Before freezing a specification, confirm resin availability by grade and colour, check minimum order quantities, and ask for an approved substitute list so procurement can switch within the same polymer family without requalification.
Frequently Asked Questions
When should you choose engineering plastics instead of commodity resins like PP, PE, or ABS?
Choose engineering plastics when the part must keep strength, shape, or performance under heat, load, wear, or chemical exposure. Use them for tight tolerances, low friction surfaces, electrical insulation, or long service life. Commodity resins suit lower-stress parts where cost and easy processing matter most.
What properties make PEEK suitable for high-temperature and chemically aggressive environments?
PEEK keeps its strength and shape when other plastics soften or creep. Its high continuous-use temperature and high melting point support long service in hot zones. PEEK also resists many fuels, oils, acids and solvents, and it absorbs little moisture, so dimensions stay stable. Low wear and good fatigue resistance help under load.
When is POM (acetal) the best choice for low-friction, tight-tolerance moving parts?
Choose POM for sliding or rotating parts that must run smoothly and hold tight dimensions. It combines low friction with good wear resistance, and it machines cleanly to precise fits. Use it for gears, bushings, bearings and snap-fit mechanisms, especially where moisture could swell nylon and upset tolerances.
How do PC and PA66 compare for impact strength, heat resistance, and dimensional stability?
Choose PA66 when parts face sustained heat and need to hold shape under load. PA66 typically offers higher heat resistance and better dimensional stability, especially in glass-filled grades, but moisture uptake can change dimensions. PC usually delivers higher impact strength, particularly at low temperatures, yet it can creep more under continuous stress.
Which factors should guide material selection between PEEK, POM, PC, and PA66 for a specific part design?
Four checks decide most selections: temperature, load, chemicals, and tolerance. PEEK suits high heat, harsh chemicals, and sustained stress, but costs more. POM fits tight tolerances, low friction, and stable dimensions. PC works for impact and clarity, but can crack with some solvents. PA66 handles tough, wear-prone parts, yet absorbs moisture and can move.