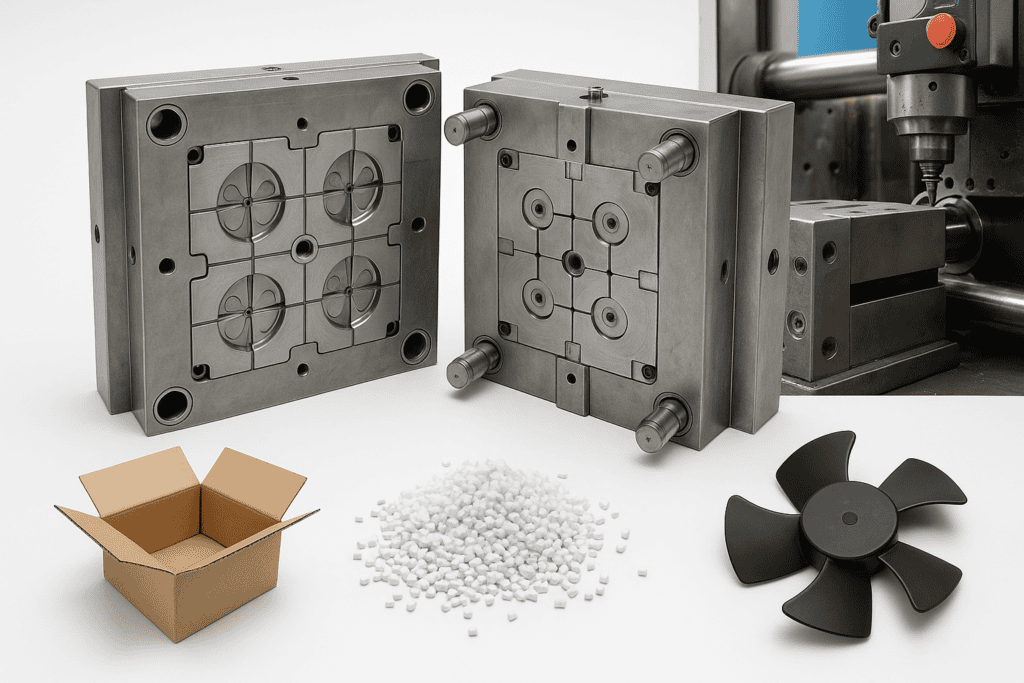
What Injection Moulding Is and How the Process Works
Injection moulding is a manufacturing method that forms parts by injecting molten material into a precision-made mould. Manufacturers often use thermoplastics, although some processes use thermosets and elastomers. The cycle starts when pellets feed into a heated barrel, where a rotating screw melts and mixes the material. Next, the screw drives the melt under pressure through a nozzle into the closed mould cavity. Cooling channels in the tool remove heat so the part solidifies to the required shape. Once the material sets, the mould opens and ejector pins release the component. The machine then closes the mould to repeat the cycle. This controlled sequence supports consistent dimensions and surface finish, which suits high-volume production. For standard terminology and process guidance, see the International Organization for Standardization (ISO).
 The Advantages of Injection Moulding
The Advantages of Injection Moulding
Cost Efficiency at Scale: Tooling, Cycle Times, and Unit Costs
Injection moulding delivers strong cost efficiency once production moves beyond low volumes. Tooling often represents the largest upfront cost, since moulds require precision machining and robust steels or aluminium alloys. Even so, a well-designed tool can produce hundreds of thousands, or even millions, of consistent parts, which spreads the initial spend across a large output. As a result, the unit cost falls sharply as volume rises, provided the part design suits moulding and the tool matches the expected lifetime.
Cycle time drives day-to-day economics. Short cycles increase throughput, reduce machine hours per part, and lower labour cost per unit. Several factors influence cycle time, including wall thickness, cooling efficiency, gate location, and the number of cavities in the mould. Cooling usually takes the longest, so designers often reduce thick sections, use ribs for stiffness, and specify materials that balance performance with mouldability. A multi-cavity tool can also cut unit costs by producing several parts per shot, although it raises tooling complexity and may increase maintenance needs.
Scrap control supports predictable pricing. Injection moulding can achieve low waste when the process runs within stable parameters and regrind use remains appropriate for the polymer and application. Consistent part weights and repeatable dimensions also reduce rework and inspection time, which helps maintain margins in high-volume programmes.
For early-stage products, manufacturers often validate geometry and demand before committing to full tooling. A 3D Printing Service can support prototyping and bridge production, which reduces financial risk while design decisions remain open. Once volumes justify tooling, injection moulding typically becomes the most economical route for repeatable, high-output manufacture.
Design Freedom and Part Complexity: Features, Tolerances, and Finish
Injection moulding gives designers wide freedom because the mould cavity can carry fine detail and complex geometry. Ribs, bosses, snap-fits, living hinges, undercuts, and textured surfaces can often sit within a single component, which reduces assembly steps and improves consistency. Many Plastic Manufacturers also use multi-cavity tools and family moulds to produce several parts per cycle, which supports modular designs without adding separate processes.
Part complexity still needs control. Wall thickness should stay as uniform as possible to limit sink marks and warpage, while ribs should support structure without creating thick sections. Draft angles help parts release cleanly from the tool, and well-placed gates and vents promote stable flow and reduce burn marks. When a design needs side actions, inserts, or overmoulding, injection moulding can still suit the requirement, provided the tool design accounts for wear, alignment, and cycle time.
Tolerances can be tight, yet they depend on resin choice, part geometry, and tool quality. Semi-crystalline polymers such as polypropylene can shrink more than amorphous materials such as ABS, which affects dimensional control. Temperature, packing pressure, and cooling time also influence repeatability. For critical fits, designers should specify functional dimensions, define datum features, and agree measurement methods early, since inspection strategy affects achievable tolerance in production.
- Features: fine text, logos, and micro-details can be moulded when the tool surface and flow path support the resolution.
- Tolerances: stable wall sections and clear datum schemes improve consistency across cavities and batches.
- Finish: mould polishing, etching, or texturing controls gloss, grip, and appearance without secondary finishing.
Surface finish often becomes a key advantage. A single tool can deliver cosmetic faces, matte textures, or patterned grips, while colourants and additives can tune opacity, UV resistance, or flame retardancy. As a result, injection moulding can combine form, fit, and finish in one repeatable process.
Material Options and Performance: Plastics, Elastomers, and Additives
Injection moulding supports a wide range of materials, which lets engineers balance strength, flexibility, heat resistance, and appearance. Many products use thermoplastics such as polypropylene (PP) for toughness and chemical resistance, or acrylonitrile butadiene styrene (ABS) for impact performance and good surface finish. Where higher temperature or load matters, engineering polymers such as polyamide (PA) or polycarbonate (PC) can provide improved stiffness and dimensional stability.
Elastomers suit parts that need sealing or grip. Thermoplastic elastomers (TPEs) combine rubber-like feel with efficient processing, while liquid silicone rubber (LSR) suits medical and high-temperature applications. Material choice also affects performance over time, including creep (slow deformation under load) and resistance to ultraviolet exposure.
- Reinforcements: glass or carbon fibres increase stiffness and reduce warpage.
- Flame retardants: help meet safety standards for electrical and transport uses.
- Colourants and stabilisers: improve aesthetics and protect against heat and UV.
- Lubricants and release agents: support flow, reduce wear, and aid ejection.
For regulated sectors, manufacturers often specify grades tested to recognised standards. Guidance from ISO helps align material selection with performance and compliance needs.
Quality and Consistency: Repeatability, Inspection, and Traceability
Injection moulding supports high quality output because the mould defines the part geometry on every cycle. Once a tool reaches a stable process window, the machine can repeat key settings such as melt temperature, injection speed, holding pressure, and cooling time with tight control. That repeatability helps manufacturers maintain consistent dimensions, fit, and surface finish across large batches, which suits regulated and safety-critical products.
Inspection also becomes more efficient. Teams can use a defined sampling plan, supported by dimensional checks and visual standards, to confirm that parts remain within tolerance. Where tighter control is required, automated inspection can verify critical features in-line, which reduces the risk of mixed quality reaching assembly.
Traceability strengthens quality assurance. Many moulders record lot numbers for resin, colour masterbatch, and additives, then link those details to machine settings, cavity identification, and time stamps. That record supports root-cause analysis if a defect appears, and it helps demonstrate compliance during audits. Guidance from ISO 9001 also aligns well with this approach, since it promotes documented control of production and measurement.
 Injection moulding Production Speed and Automation
Injection moulding Production Speed and Automation
Production Speed and Automation: High-Volume Output with Low Labour Input
Injection moulding supports fast, repeatable production because each cycle follows a fixed sequence of fill, pack, cool, and eject. Once a tool reaches stable settings, the press can run continuously with short cycle times, which suits high-volume programmes. Multi-cavity moulds increase output per shot, while hot runner systems reduce waste by keeping material molten in the manifold. As a result, manufacturers can meet demanding schedules without compromising dimensional control. This repeatability also helps planners forecast throughput and manage inventory with greater confidence.
Automation reduces labour input and improves consistency. Robots or pick-and-place units can remove parts, separate runners, and place components onto conveyors for packing or downstream operations. Many lines also integrate in-mould labelling, insert moulding, or overmoulding, which combines steps that would otherwise require manual assembly. Process monitoring strengthens this approach, since sensors track variables such as cavity pressure and temperature and flag drift before defects appear. For an overview of automation options, see ENGEL automation. Clear alarm limits and trend data also support faster root-cause checks.
High utilisation also comes from predictable changeovers and standardised work. Quick-release connections, pre-set clamping data, and documented start-up routines shorten downtime between jobs. When production runs at scale, these gains translate into lower cost per part and more reliable delivery dates. Even where operators remain essential, the role shifts towards supervision, quality checks, and material handling rather than repetitive manual tasks. Training and clear work instructions keep these routines consistent across shifts.
Waste Reduction and Sustainability: Regrind Use, Scrap Control, and Energy Use
Injection moulding can reduce waste when teams control start-up scrap and reuse material sensibly. Many moulders reprocess clean sprues and runners as regrind, then blend the regrind with virgin polymer to maintain stable flow and appearance. Hot runner systems also cut runner waste because the manifold keeps material molten, which reduces purge volume and disposal. Process monitoring helps limit rejects by keeping melt temperature, packing pressure, and cooling time within a defined window, so fewer parts fail on dimensions or cosmetic finish.
Energy use also matters. Modern all-electric presses often lower electricity demand because servo drives deliver power only when needed, while also improving repeatability. Efficient barrel insulation, optimised cooling circuits, and right-sized machines reduce heat loss and shorten cycle time. For structured sustainability reporting, many manufacturers align measurement with guidance from GHG Protocol, which supports consistent tracking of emissions and energy performance.
Common Applications and When Injection Moulding Makes Sense
Injection moulding suits products that need consistent shape, clean appearance, and repeatable fit across large batches. Manufacturers use it widely for consumer goods such as closures, housings, handles, and kitchen items, where a stable surface finish supports branding and user perception. The process also fits electrical and electronics parts, including connector bodies, cable management clips, and device enclosures, because it can hold fine features that support assembly and alignment.
Automotive programmes often rely on injection moulding for interior trim, vents, brackets, and sensor housings. Tight dimensional control helps parts mate with adjacent components, while material choices can meet heat, impact, and chemical exposure needs. Medical and laboratory products also use injection moulding for items such as sample cups, instrument covers, and single-use components, where repeatability supports validation and batch control. For regulated applications, teams often align quality systems with standards such as ISO 13485.
Injection moulding makes the most sense when demand justifies a dedicated tool and when the part design benefits from moulded-in features that reduce assembly. It also suits projects that need short, predictable lead times once production starts, since cycle-based output supports planning. Conversely, very low volumes, frequent design changes, or very large parts may favour alternatives such as additive manufacturing, machining, or thermoforming.
A practical rule is to choose injection moulding when the product requires repeatable performance and the design has stabilised. Early in development, rapid prototypes can confirm ergonomics and function; later, production intent samples can validate fit, finish, and material behaviour. Guidance from authoritative bodies such as the British Plastics Federation can also help teams match process capability to end-use requirements.
FAQ
Q: What makes injection moulding cost-effective?
Injection moulding becomes cost-effective when production volumes justify the tooling cost. Once a mould runs in a stable process window, each cycle produces parts with low labour input and predictable unit cost. That combination suits repeat programmes and long product lifecycles.
Q: How accurate are injection moulded parts?
Accuracy depends on tool design, polymer choice, and process control. Many moulded parts achieve tight, repeatable dimensions because the mould defines the geometry each cycle. Teams often confirm capability through measurement plans and statistical checks, such as those described by ISO 2859 sampling guidance.
Q: Can injection moulding produce complex features in one part?
Yes. A well-designed tool can form functional details such as clips, sealing lands, and internal channels, which can reduce fasteners and assembly steps. When a design needs side actions or inserts, the mould can integrate those features, although complexity can raise tooling cost and lead time.
Q: Which materials work best for injection moulding?
Many thermoplastics and elastomers process well, but the best choice depends on load, temperature, chemicals, and appearance. Material suppliers publish data sheets that support selection and compliance. For example, Covestro provides guidance on polycarbonate grades for impact and heat performance.
Q: Is injection moulding suitable for sustainable manufacturing?
It can support sustainability when teams control scrap, optimise energy use, and select appropriate polymers. Regrind can reduce waste in some applications, while hot runner systems can cut runner scrap. Where recycled content matters, certification schemes such as EuCertPlast help verify recycled plastics supply chains.
Q: When should a business avoid injection moulding?
Low volumes, frequent design changes, or very large parts can make other processes more suitable. Prototyping methods, such as machining or additive manufacturing, often suit early development before committing to production tooling.
